
















ΠΡΟΪΟΝΤΑ - Αντλίες κενού



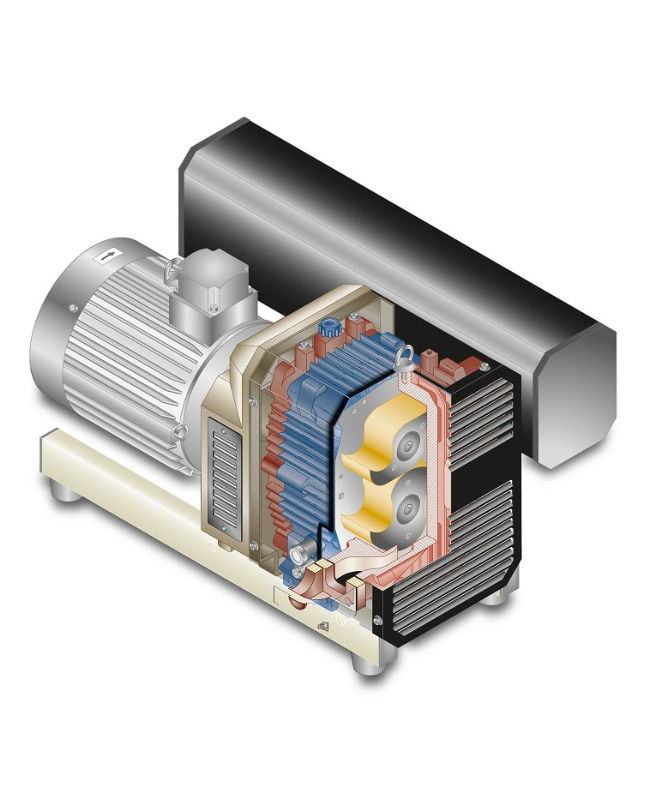
Πτερυγιοφόρες αντλίες κενού σειράς PVL-EU
Πτερυγιοφόρες αντλίες κενού σειράς PVL-EU - Η πλέον σύγχρονη τεχνολογία κενού
• Κενό έως 99.99%, 0.1mbar (a)
• Παροχή έως και 1000 m³/h
Οι αντλίες κενού της σειράς PVL-EU είναι ελαιολίπαντες πτερυγιοφόρες αντλίες κενού με σύστημα ανακύκλωσης λαδιού. Προσφέρουν υψηλά επίπεδα απόδοσης και ποιότητας.
Χαρακτηρίζονται από γρήγορη ταχύτητα άντλησης σε απόλυτο κενό μεταξύ 850 και 0,1 mbar (a), χαμηλό επίπεδο θορύβου, χωρίς ρύπανση, ανθεκτική κατασκευή και εύκολη συντήρηση.
Χρησιμοποιούνται για την άντληση αέρα σε συνεχή βιομηχανική χρήση, επίσης παρουσία υδρατμών.
Διαβάστε περισσότερα παρακάτω σχετικά με τα Τεχνικά Χαρακτηριστικά, Λεπτομέρειες και τα Πλεονεκτήματα των πτερυγιοφόρων αντλιών κενού της σειράς PVL-EU.
Αρχή λειτουργίας της πτερυγιοφόρου αντλίας κενού
Η αρχή λειτουργίας παρουσιάζεται στο παρακάτω σχέδιο. Η αντλία έχει τρία πτερύγια, που ολισθαίνουν σε έναν περιστρεφόμενο έκκεντρο ρότορα και έτσι σχηματίζουν αεροστεγή ανοίγματα, που μεταφέρουν και συμπιέζουν το αντλούμενο αέριο στην ατμόσφαιρα στην εκκένωση της αντλίας.
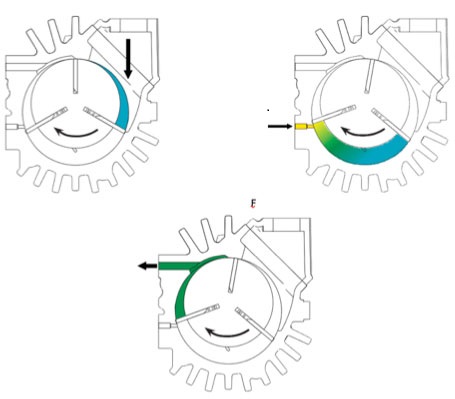
Στην είσοδο της αντλίας υπάρχει ενσωματωμένο διχτυωτό φίλτρο που προστατεύει την αντλία από στερεά σωματίδια. Η ενσωματωμένη βαλβίδα αντεπιστροφής εμποδίζει την αντίστροφη ροή αέρα και λαδιού στον θάλαμο κενού κατά τη διακοπή λειτουργίας. Συνδέονται με ηλεκτρικό κινητήρα με φλάντζα και ψύχονται από ανεμιστήρα με κατευθυνόμενο ρεύμα αέρα. Το λάδι ψύχεται σε ξεχωριστό ψυγείο λαδιού και φιλτράρεται σε φίλτρο λαδιού.
Η δεξαμενή λαδιού, η οποία είναι ενσωματωμένη στο σώμα της αντλίας, διαθέτει σύστημα διαχωρισμού των ατμών λαδιού από τον αέρα εκκένωσης (μέγιστο επιτρεπόμενο υπόλειμμα 2 ppm κατά βάρος, που αντιστοιχεί σε 2,4 mg / m³). Το διαχωρισμένο λάδι του οποίου η στάθμη παρακολουθείται με κατάλληλους δείκτες ανακτάται αυτόματα από την αντλία.
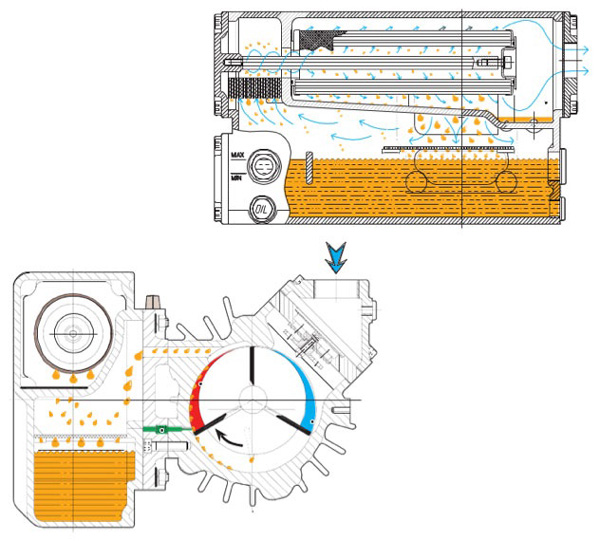
Σε περίπτωση αναρρόφησης υδρατμών, μια κατάλληλη βαλβίδα αερίου-έρματος εγχέει αέρα σε ένα συγκεκριμένο σημείο της φάσης συμπίεσης και διαφοροποιεί την πίεση κορεσμού του μείγματος ατμών αέρα, αποτρέποντας έτσι τη συμπύκνωση στο εσωτερικό της αντλίας χωρίς να επηρεάζεται η λειτουργία της.
Μονοβάθμιες μονομπλόκ αντλίες κενού της σειράς EM
Ελαιολίπαντες πτερυγιοφόρες αντλίες κενού με κλειστό κύκλωμα ανακυκλοφορίας λιπαντικού οι οποίες χαρακτηρίζονται ως εξαιρετικά ελαφριές και στοιβαρές κατασκευές λόγω της σύνδεσης μονομπλόκ. Επιπλέον η βαλβίδα αντεπιστροφής εξασφαλίζει την άριστη διατήρηση κενού σε σταθερά επίπεδα και η παρουσία της βαλβίδας gas-ballast διασφαλίζει την αποφφυγή συμπήκνωσης εντός της αντλίας όταν απορροφώνται μικρές ποσότητες ατμού. Τέλος, η ελαιολεκάνη έχει εγκατεστημένο διαχωριστή νέφους λιπαντικού (oil mists) από τον καταθλιβόμενο αέρα.
• Απόλυτο κενο έως και 2 mbar(a)
• Παροχή έως και 51 m³/h

Σειρά PVL – EU
Ελαιολίπαντες πτερυγιοφόρες αντλίες κενού με κλειστό κύκλωμα ανακυκλοφορίας λιπαντικού οι οποίες χαρακτηρίζονται από υψηλή ταχύτητα επίτευξης απόλυτου κενού στο εύρος 850 - 0.1 mbar (a), χαμηλά επίπεδα θορύβου κατά την λειτουργία, στοιβαρή κατασκευή, απουσία κατάλοιπου λιπαντικού στον αναρροφόμενο αέρα και πολύ εύκολη συντήρηση.
• Απόλυτο κενο έως 0.5 mbar(a)
• Παροχή έως και 1,250 m³/h

· Επίτευξη μεγάλου εύρους κενού
· Αερόψυκτες
· Χαμηλή εγκατεστημένη ισχύς και κατά συνέπεια χαμηλό λειτουργικό κόστος
· Δυνατότητα χρήσης inverter
· Η σειρά ΕΜ διακρίνεται για την απλή και κόμπακτ διάταξή της και το χαμηλό κόστος
· Η σειρά διβάθμιων PHV διακρίνεται για την επίτευξη πολυ καλού (χαμηλού) κενού
· Τα μοντέλα EU160 έως και EU1000 είναι εξοπλισμένα με βαλβίδα μετατροπής από μετατροπής από ΕU σε EU/B
Εφαρμογές
Δείτε παρόμοια προϊόντα:
Εμπιστεύονται την ΜΙΧΟΣ Α.Ε.
Έδρα: (Χάρτης) Θέση Κύριλλος Αττική Οδός - Έξοδος 4 (Κόμβος Ασπροπύργου) 19300 Ασπρόπυργος Αττικής T : +30 2106774280 F : +30 2106775533 Email : [email protected]
Service Center Αθήνα: (Χάρτης) Θέση Κύριλλος Αττική Οδός - Έξοδος 4 (Κόμβος Ασπροπύργου) 19300 Ασπρόπυργος Αττικής T : +30 2106774280 T(24/7) : +30 2100101616 Email : [email protected]
Service Center Θεσσαλονίκη: (Χάρτης) ΒΙ.ΠΕ.Θ. Οδός 2 - Ο.Τ. 13 57022 Σίνδος, Θεσσαλονίκη T +30 2310948565 F +30 2310948565 Email: [email protected]
Copyright © 2022 Michos S.A. All rights reserved. | Πολιτική Απορρήτου
